介绍了煤矿选煤厂磷酸盐加药装置现状及存在问题;针对存在的问题,提出了磷酸盐加药装置改造方案。
1磷酸盐加药装置现状
煤矿选煤厂设计能力入洗矿井原煤90万t/a,该选煤厂于2007年5月4日开工建设,2008年3月18日投产并一次带料试车成功,主要产品为精煤、中煤、矸石和煤泥。
其中浮选精煤回收采用两台FX300浮选柱,浮选药剂采用捕收剂和起泡剂按一定比例混合,选用人工加药。两种药剂分别装在两个大药剂罐内,由小油泵分别将两种药剂通过DN25的管路输送到浮选柱上方的两个小药剂桶内贮存(容积均为500升)。用普通的手动阀门控制加药量的大小,用眼睛或量杯测量药剂用量的多少,再流到不锈钢盆或一般容器里混合,操作工周期的撒在浮选柱中央矿浆的上部。
2磷酸盐加药装置存在的问题
在带料生产调试期间,发现磷酸盐加药装置存在以下问题。
(1)人工加药仅凭经验,可靠性、稳定性较差,随意性和不确定性非常大,浮选的矿浆浓度、流量等参数仅凭人为检测,对生产及成本都造成极大的影响;而且操作人员的劳动强度大。
(2)两种药剂溶解配合达不到佳值,效果不好。
(3)药剂撒在浮选柱中央矿浆的上部,药剂与矿浆不能充分接触,造成浮选药剂的极大浪费,浮选效果极差,不能满足工艺要求。
(4)主要的是浮选精煤灰分超标,影响精煤价格。
因此有必要对磷酸盐加药装置进行改造。
3磷酸盐加药装置改造方案
根据磷酸盐加药装置存在的问题,经过科学分析,对磷酸盐加药装置进行了改造,具体方案如下。大药剂罐打到浮选柱上方的两个小药剂桶内。两个小药剂桶里面的液位仪信号传入微机,控制小油泵B1、B2开启关闭。
磷酸盐加药装置改造方案。
(1)结构与工作原理。
①磷酸盐加药装置包括:储料装置、输送加药装置、PLC控制系统。
②用小油泵B1、B2分别将两种药剂从两个小药剂桶底部接计量表V1、V2,通过微机自动调节计量表V1、V2调节药剂的配比。打开电动阀门K1、K2,两种药剂按一定配比自流到混料器内充分混合。计量表V1、V2的调节及电动阀门K1、K2的开闭通过微机操作。
③对入料浓度、两种给药量(捕收剂和起泡剂)、精煤灰分在线测量进行了单回路控制后,利用本身的系统资源,做了大量的在机试验(简单的正交试验),找到了生产某种精煤在两个指标下优化的控制策略,一是生产量大,二是精煤产率高。这些变量通过人机接口,改变各回路的设定值实现PLC全自动化控制。
④关闭电动阀门K1、K2,打开电动阀门K3,用高压风通过DN25管路将药剂从混料器内吹至浮选柱底部。混料器内设有螺旋装置,药剂在高压风的作用下充分混合;底部管路出口设有喷射头,在高压风的作用下药剂喷射均匀,与矿浆充分接触。
(2)磷酸盐加药装置性能特点。
①降低工人劳动强度,保证生产连续稳定,减少生产故障。
②节约药剂用量,降低生产成本。
③两种药剂配比准确,完全混合溶解。药剂与矿浆能够充分接触,浮选效果好。
④PLC控制,使设备实现全自动连续运行。
4磷酸盐加药装置改造效果
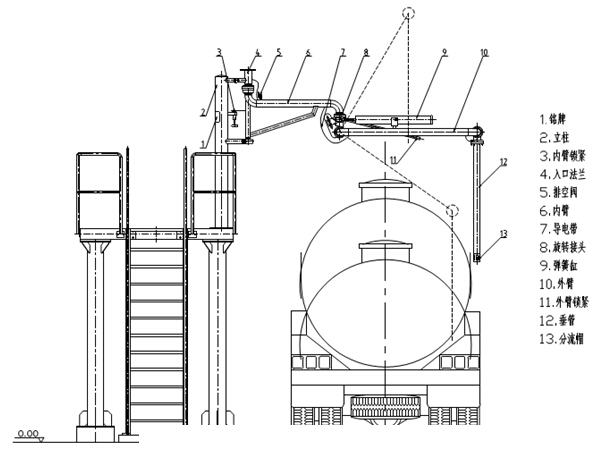
磷酸盐加药装置改造方案4月中旬实施,5月16号调试,经过改造后不仅降低了工人劳动强度,降低生产成本,更主要的是浮选精煤灰分达到标准要求,给企业带来更大经济效益。附示意图(见图1)。
图1磷酸盐加药装置改造方案示意图